
Keyur B
December 10, 2025
11 minutes to read
Updated On : January 30, 2026

Digitization in manufacturing is the process of converting analog processes, paper-based workflows, and manual operations into digital formats using technologies like IoT, AR, robotics, and advanced analytics.
With the growing pressure to increase efficiency, reduce costs, and meet rising quality standards, digitization has become a critical component of Industry 4.0 initiatives. Manufacturers that adopt digital workflows can achieve:
According to a McKinsey report, manufacturers that implement digital technologies in operations see 10–20% increases in productivity and 30–50% reductions in downtime in critical processes.
This blog explores the meaning, benefits, technologies, examples, and challenges of digitization, along with the future trends shaping the modern factory.
Digitization is often confused with digital transformation. While they are related, they are not the same:
Digitization: Converting physical and analog data into digital form (e.g., replacing paper checklists with digital work instructions).
Digital Transformation: Using that digital data to fundamentally improve processes, decision-making, and business outcomes.
Digitizing in manufacturing involves capturing real-time data from machines, workers, and processes, and feeding it into digital systems that can analyze, optimize, and automate operations. This includes:
The ultimate goal is to create a connected, data-driven factory where information flows seamlessly across production, maintenance, quality, and supply chain teams.
Digitization in manufacturing offers a wide range of benefits that contribute to increased efficiency, productivity, and overall competitiveness. Here are some key advantages:
Downtime primarily degraded worker productivity and business revenue (Costing $50 billion a year). With technologies like IoT and Augmented reality, unplanned downtime can be reduced.
Augmented reality can help workers handle the machines well, leading to better safety and zero machine misuse. Moreover, keeps production lines running smoothly and enhances overall operational efficiency.
There are several processes in the manufacturing industry, including some that deal with handling heavy machinery or toxic substances, such as fabrication, assembling machines, etc. In such tasks, worker injuries are highly likely.
With digitization technologies, workers can have detailed and on-demand precautions and instructions to handle the machines.
When sensors are fitted to every machine in your manufacturing plant, you can monitor each one on a single dashboard. If any abnormal data changes are observed, you can take necessary measures to fix the issue before it happens. This comes under predictive maintenance.
Manufacturing plant owners can save a lot by integrating their manufacturing authorities with sensors and data analytics software.
Real-time information helps your frontline workers to identify and address complex issues that could lead to product defects. Manufacturers can significantly reduce product waste by minimizing defects, contributing to cost savings and sustainability goals.
With access to interactive digital work instructions, frontline workers can assemble the machinery faster, regardless of their expertise. This results in improved workforce efficiency, reduced downtime, and optimized resource utilization.
Digital tools assist workers in executing tasks accurately, minimizing the occurrence of errors on the shop floor. This leads to improved product quality and first-time fix rates.
The first step of Manufacturing process digitization involves converting physical manuals, work instructions, and data into digital formats. It often covers the entire process from product design and prototyping to assembly, production, and testing. It involves introducing advanced technologies to manage these processes efficiently.
Below are examples of manufacturing digitalization that play a crucial role in digitizing manufacturing processes.
The Internet of Things is a revolutionary technology that has helped the manufacturing sector boost its productivity and revenue. Industrial machinery can face unplanned downtime on a timely or abrupt basis, which can be easily indicated by the health parameters of the machine parts.
IoT in manufacturing uses sensors that can help estimate different parameters like water pressure, temperature, humidity, etc. In case of any abnormal parameter reading, necessary prevention measures can be taken to avoid downtime.
Common Use Cases of Industrial IoT (IIoT) sensors include:
EcoPlant is an Israeli food manufacturer, which is the best example of this.
Learning and experimenting with a machine projection can be better and more secure than the actual machine, isn’t it? This is where Virtual Reality (VR) and Augmented Reality (AR) play a powerful role in modern manufacturing. Augmented Reality (AR) helps in the digitalization of manufacturing processes by enhancing training, maintenance, quality control, remote assistance, and design. AR provides immersive, step-by-step training for technicians, guiding them through repairs and inspections. It enables experts to offer remote support, enhancing problem-solving capabilities. Designers can interact with digital prototypes, streamlining development. By displaying real-time data and metrics, AR increases efficiency and accuracy, making manufacturing process optimization faster and more effective. Besides, augmented reality can also help in the correct assembly and production of different parts with interactive 3D AR-based work instructions.
Virtual Reality (VR) creates a fully immersive, simulated environment where workers can train on machines, processes, or safety procedures without any risk to equipment or personnel. It is especially useful for hands-on training, safety drills, and process simulations, allowing technicians to practice complex tasks, understand machine behavior, and build confidence before entering real-world scenarios.
The share of robotics in manufacturing is significantly high. According to a recent report, the Industrial Robotics market will be as high as $79.8 billion by 2029.
Several brands are already using robots in their manufacturing plants for repetitive processes. Tesla’s gigafactory is an excellent example of this. The brand uses robots like self-navigating Autonomous Indoor Vehicles for transferring materials between workstations.
Mobile devices offer great utility in managing IoT sensors, looking at work instructions, and keeping tabs on frontline workers. Yes, mobile phones and other devices are common today; they still play a crucial role in the smooth operations of a manufacturing plant.
Digitization in manufacturing attained its next level when digital twins were introduced. Named in 2010, digital twins are the virtual representation of real-life physical objects or machines. They work exactly as the physical object or machine, making it easier for industry experts to analyze the machine’s performance.
The best example of digital twins is Rolls-Royce’s “IntelligentEngine” program. The program creates a digital twin for each engine they produce. Based on the obtained parameter data of the engines, real-time performance, maintenance needs, and ways to reduce downtime can be devised.
The Internet of Things and Digital Twins are much talked about above. No matter how attractive technologies are, they would be nothing without data analytics working at the backend. This data, collected by the IoT sensors, is fed to a data analytics engine for analysis.
Based on the output, relevant decisions regarding predictive maintenance needs, production optimization, quality control, and overall process efficiency are taken.
Smart manufacturing refers to the use of digital technologies and automation to enable machines, systems, and devices to communicate with each other and collect real-time operational data. This connectivity allows manufacturers to gain deeper visibility into how their processes are performing across the entire production environment.
By leveraging technologies such as IoT, data analytics, automation, and AI, organizations can monitor performance, identify inefficiencies, and respond quickly to changing conditions.
The ultimate goal of smart manufacturing is to improve efficiency, productivity, and decision-making while reducing downtime, errors, and operational costs.
Based on the analysis of digitization in manufacturing in the blog, it can be said that only one technology will not be enough to bring about digitization. Several manufacturing firms in the world are using one or a combination of all these technologies to enhance their business processes.
Augmented reality is one of those prime technologies that play a critical role. For example,
Lockheed Martin has started leveraging the power of augmented reality to streamline the spacecraft manufacturing processes further. On further exploring, I found out that the company, along with other companies in the US, is planning to invest over 3.8 billion in 2025 in smart glasses like Google Glass and Microsoft HoloLens.
Lockheed Martin aims to make production lines more efficient and speed up the time taken to troubleshoot manufacturing and design problems.
PBC Linear, a producer of custom machine parts, plain bearings, and more, is harnessing the power of augmented reality to empower its new staff members with AI-backed digital instructions to ensure faster training time and reduce manufacturing errors.
For example, the car brand Porsche uses AR solutions for remote collaboration. Their solution, Tech Live Look, allows technicians to seek remote help from experts sitting thousands of miles away via video conferencing. Augmented reality solutions have reduced their service resolution time by 40%.
There are some challenges to Digitization in Manufacturing. However, if a business plans its expenses well, steady resource investment can digitize your business in the long run.
Most of the manufacturing firms that have yet to adopt digital technology face this issue. So far, your workforce works with manual machinery, which they are used to. Therefore, if an abrupt shift to digital machinery needs to be done, it would require time and effort and increase the cost of training the workforce. Thereby burning a hole in your pocket.
Most of the manufacturers across the world use legacy machines and systems. Some, but most of these systems would not be compatible with today’s advanced systems.
Therefore, interoperability between the two will be tough. If you want to implement technologies, you may have to spend a lot of money to change the entire factory infrastructure.
Adding new machinery to your factory will only be helpful if your current workforce adapts to it. If most of the workforce in your manufacturing plant is used to manual handling of machines, they will raise an intervention against the new machines. As advanced machinery can reduce the need for a larger workforce, you may face resistance.
Digitization in manufacturing is not just for boosting a business’s revenue and worker productivity, but it is also about ensuring that nothing bad happens to the environment. For example, with digitization, resources can be optimized, leading to a lesser carbon footprint, greater ecological balance, and more environmentally friendly production methods.
With automated machinery and computer vision, overstocking of inventory can be prevented, leading to zero wastage. Moreover, an AR-powered platform reduces service visits and assists you via phone calls, video calls, and chats. All this helps in minimizing your carbon footprint.
If you assume that digitization in manufacturing is at its peak, you are wrong. From the market stats, Industry 5.0 is at a brisk launch. With Industry 5.0, manufacturers can further streamline their operations along with sustainable manufacturing.
The future of digitization in manufacturing is exciting and promises significant transformations across the industry. Key trends to watch are augmented reality (AR) and virtual reality (VR), digital twins, drones, quantum computing, and industrial IoT technologies. The key focus of Industry 5.0 technologies will be on ensuring sustainability, resilience, and human centricity.
To achieve optimal results, we recommend a Connected worker platform that empowers industrial companies to equip their workforce with digital software tools. It helps the front-line worker get their tasks done better, faster & in a better way.
As manufacturing processes become increasingly digital and connected, industries need solutions that help their workforce perform efficiently, safely, and with consistent quality.
Plutomen’s Connected Worker Platform is designed to make this transition seamless, enabling manufacturers to optimize operations while empowering employees.
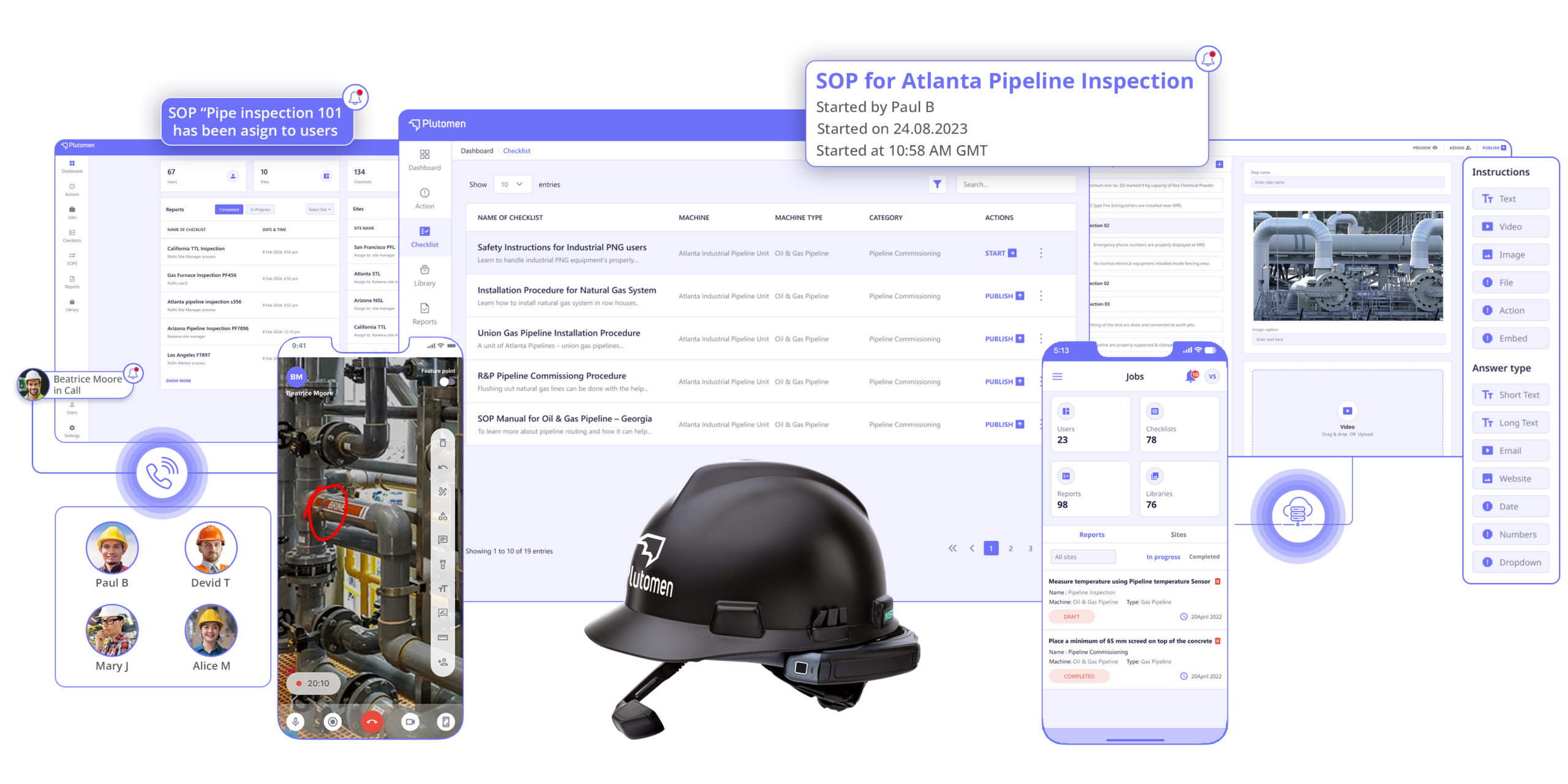
Here’s how Plutomen can help:
With Plutomen, manufacturers can accelerate their digitization journey, reduce errors, improve productivity, and create a safer, more connected workforce, all while gaining visibility into operations like never before.
As more and more manufacturing processes are undergoing digital transformation and connectivity, yielding significant benefits. It’s no surprise that manufacturing firms are increasingly turning to digital solutions to enhance safety, quality, and productivity across operations.
Plutomen, a leading connected worker solution, is designed to empower industrial companies by optimizing and digitizing their procedures.
The aim is to bridge the skills gap and enhance productivity and efficiency across various industrial sectors like manufacturing, automotive, telecom, construction, aviation, and oil & gas.
Explore the transformative power of digital solutions for increased efficiency & streamlined operations
Request a Demo
Download the eBook to learn about how augmented reality can be implemented on factory floor.
Download Ebook
With more than 12+ years of experience in the world of enterprises, technology, and metaverse, Keyur Bhalavat is leading Plutomen to gain meaningful partnerships & to have a strong clientele network. He is one of the board members of GESIA (Gujarat IT Association Ahmedabad).
Check out our latest blogs and news on all-things in Digital Transformation.

In an era where connection is an essential part of life, the telecom industry has rapidly evolved to match the soaring needs of a world that is becoming more digital. An astounding 5.18 billion people around the world are using the internet, meaning over 64.6% of the world’s population has access to the internet. With […]

According to a recent survey done by Deloitte, nearly 70% of manufacturing organizations have either started Industry 4.0 initiatives or are actively contemplating their adoption. The same study also showed that these businesses anticipate using Industry 4.0 technologies to enhance revenue by 22% over the following five years. These startling figures highlight how important it […]

Along with other industries, the aviation industry plays an important role in a nation’s economy. But, in the past few years, the aviation industry has witnessed a tremendous dip in its growth. Primarily, it was in 2020 during COVID. As per stats, the airline sector of the aviation industry was the biggest destroyer of the […]